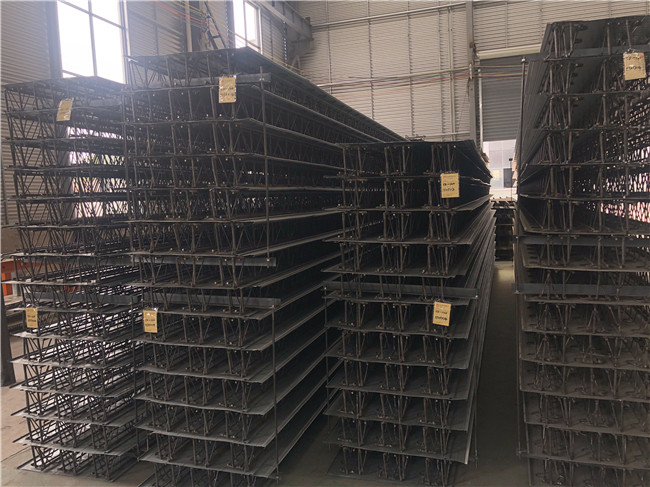
眾所周知,橋梁的築建(jiàn)離不開鋼結構加工這一(yī)項(xiàng)流程。在進行鋼結構加工之前一(yī)定要做好準備(bèi)工作,然後再進行焊接加工等剩餘的流程。接下(xià)來和大家聊(liáo)聊上海橋梁鋼結構,希望能夠幫助到你。
橋梁鋼結構")
首先,大家都知道,在加工之前的測(cè)量工(gōng)作是必不可少的,也是鋼結構加工前重要的一步。這(zhè)整個工程中(zhōng)測量不準確的話(huà)會造成很大的問題,所以選擇精度高的量具然後計算好鋼結構加工中的參數,才能夠使整個工程沒有後顧(gù)之(zhī)憂,除了量具還(hái)有儀器儀表也要二級以上的計量機構定期檢(jiǎn)定才可以。
其次(cì),在鋼結構加工之前,有選擇合適的精度比較高的切割和焊接設備,使加工之後的各個橋梁部件都能無誤的相互銜接。
第三(sān),在進行吊裝之前,還要製作好合(hé)理的吊裝方案再進行(háng)安(ān)裝工作。
第四(sì),鋼結構加工用到的鋼板材料在(zài)到貨前,一定要測量好幾(jǐ)何(hé)尺寸和表麵的腐蝕情況,然後做(zuò)好(hǎo)整個測量記錄。再就是要準確計算好橋梁縱(zòng)坡、預拱度、邊緣處(chù)理和電焊縮短等各種因素。
上(shàng)海橋梁鋼結構焊接加工工藝分析
首先,我們常說的全(quán)熔透坡口焊縫主要用於梁頂、底板與腹(fù)板的對接焊縫以及腹板與頂底板之間的T型(xíng)焊縫等。而另一(yī)種角焊縫,是主要作用於加強筋(jīn)等結構焊縫。
其次,在正式進行鋼結構加工前,應對焊絲、焊劑和鋼(gāng)板進行焊接質量鑒定,鑒定合格後再進行焊接工(gōng)作。
第三,要根據鋼板的厚度(dù)的不同,加工不同位置的部件。比如較厚鋼板的一側加工成坡度,要注意的是坡度(dù)應小於1:4。
第四,鋼板的對(duì)接(jiē)接頭,縱向(xiàng)和橫向對接,焊縫可穿T形。T型插點(diǎn)間距不小於200mm,還有就是拚接料長度和寬度不能小於300mm。
第五,頂、底、腹板的對接焊縫(féng)一定不能在同(tóng)一個麵上,還要措開一定間距(jù)。對接接頭的頂部和底部要做(zuò)成向上的V形槽,然後預留出(chū)約500mm的斷麵(miàn)。
第六,焊接坡口(kǒu)時,要用火焰切割加工的方式,加工後的坡口類型和尺寸應(yīng)符合(hé)相(xiàng)關的規定才行。要格外注意的是在進行火焰切割時,切口一定不能有裂紋,還不能(néng)有大於1.0mm的(de)缺邊。
第七,T型接的頭角焊縫和對接平(píng)焊縫的兩端(duān),一定要有引弧板和引出板,其中材料和坡口(kǒu)類型須與被焊工件相同才行。焊接後還要用火焰將待焊工(gōng)件上的引弧板等(děng)夾(jiá)具切斷(duàn),然後再沿受力方向進行精細打磨。

橋梁規(guī)劃人員要深入了解上海橋梁鋼結構規劃(huá)的(de)根本理念和技術,一起(qǐ)應該盡可能了解地質常識,及時查閱相關的(de)地質資料而且加(jiā)強與質(zhì)技術人員交流(liú)。規劃過程中要充沛了解當地(dì)的(de)地勢條件,然後歸納利用先進的技術來進行規劃,歸納考慮(lǜ)後終究(jiū)確認工程規劃計劃,進步橋梁規劃(huá)水平和質量。
 掃一掃進入手機站
掃一掃進入手機站





 當前位(wèi)置:
當前位(wèi)置:

 熱門(mén)推薦
熱門(mén)推薦